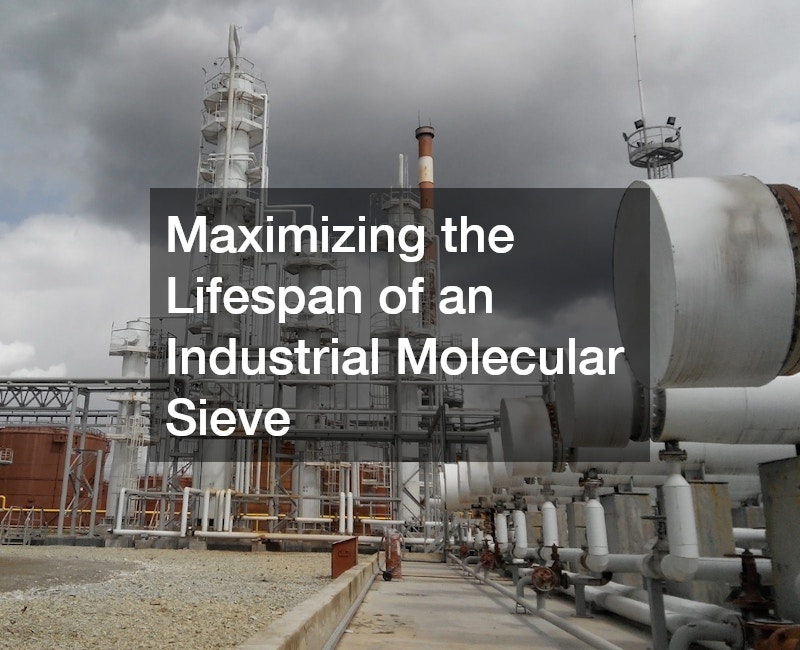
In high-stakes industrial processing, efficiency is the baseline requirement for maintaining profitability. Among the most critical yet vulnerable components in purification and dehydration units is the molecular sieve, a highly engineered material designed to capture specific molecules while allowing others to pass through. When a molecular sieve from a specialty chemical supplier operates at peak performance, product purity remains immaculate, and operations run smoothly. However, these specialized adsorbents represent a significant operational investment, meaning that premature degradation directly compromises processing efficiency.
Protecting this asset requires an intentional operational strategy aimed at preventing the common catalysts of chemical and mechanical failure.
Understanding the Market Dynamics
To understand the scale of the landscape where these materials operate, one only needs to look at the broader industry metrics. According to Grand View Research, the global specialty chemicals market generated a revenue of $978,973.1 million in 2024 and is expected to reach $1,312,777.3 million by 2030. Within this massive, fast-growing ecosystem, any unplanned downtime or inefficient processing can put significant revenue at risk. Maximizing the lifespan of your molecular sieve is therefore not just an isolated maintenance goal, but a vital strategy for staying competitive in a demanding global market.
Preventing Feed Stream Contamination
The primary enemy of an industrial molecular sieve from a specialty chemical supplier is contamination. Heavy hydrocarbons, polymers, and liquid water can blind the active pore sites, leading to permanent capacity loss. Implementing robust upstream filtration is the first defense against this premature aging. Coalescing filters and guard beds must be meticulously maintained to capture free liquids and particulate matter before they ever reach the main dehydration bed. When the feed stream enters the vessel free of harmful contaminants, the internal crystal structure of the material can focus entirely on its intended separation task rather than combating fouling.
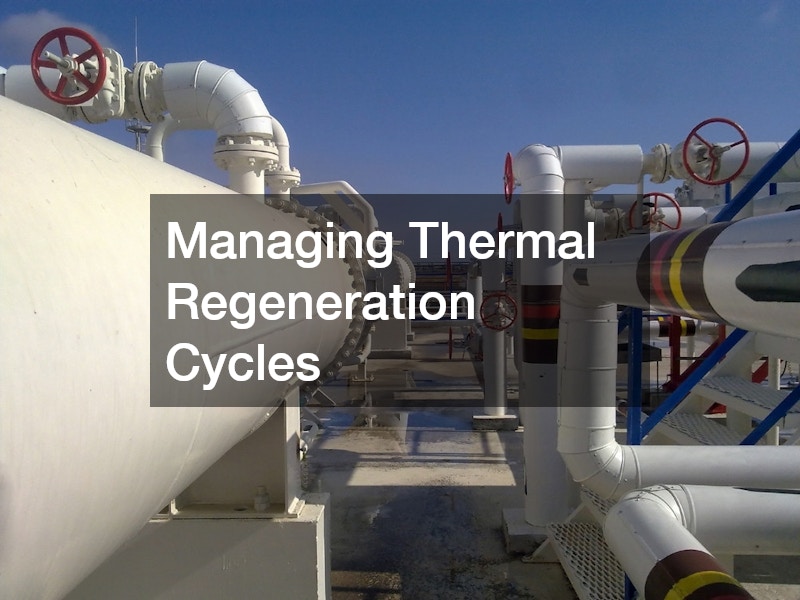
Managing Thermal Regeneration Cycles
Equally vital to longevity is the management of the thermal regeneration cycle. Regeneration requires high temperatures to drive off adsorbed moisture, but excessive heat or rapid temperature swings can cause severe hydrothermal damage. Heating and cooling phases should always be executed gradually to avoid thermal shock, which fractures the binder material holding the zeolites together. Additionally, using clean, dry regeneration gas prevents the structural collapse of the pore framework, ensuring the molecular sieve from our specialty chemical supplier retains its physical integrity over hundreds of operational cycles.
At M Chemical, we understand that no operator wants to put revenue at risk due to unexpected adsorbent failure. Companies throughout the world trust and appreciate the exceptional standards held by M Chemical because we couple superior product manufacturing with deep technical expertise. From rigorous quality control and assurance procedures to highly customized technical support, we work alongside your engineering teams to optimize process conditions. As a global manufacturer with locally stocked distribution centers around the world, M Chemical provides the peace of mind that comes with knowing you have high-quality products and reliable technical guidance precisely when and where you need them. Taking a proactive approach to adsorbent management keeps your plant running smoothly, protects your capital investment, and secures your bottom line. Contact M Chemical today to learn more about our products.